
 English
English русский
русский Español
Español عربى
عربى 中文简体
中文简体
















卧螺离心机")

离心机")

啤酒离心机如何提高啤酒质量和产量
在精酿啤酒行业,香气浓郁、口味纯净的产品尤其诱人。然而,酿造啤酒不仅仅是一门艺术,也是一门生意。
对于世界各地的啤酒厂来说,突破界限意味着寻找新的啤酒酿造方法,同时提高产量、保质期和盈利能力。
啤酒离心机彻底改变了这一行业,使啤酒厂能够将其运营和产品提升到新的高度。

什么是啤酒离心机?
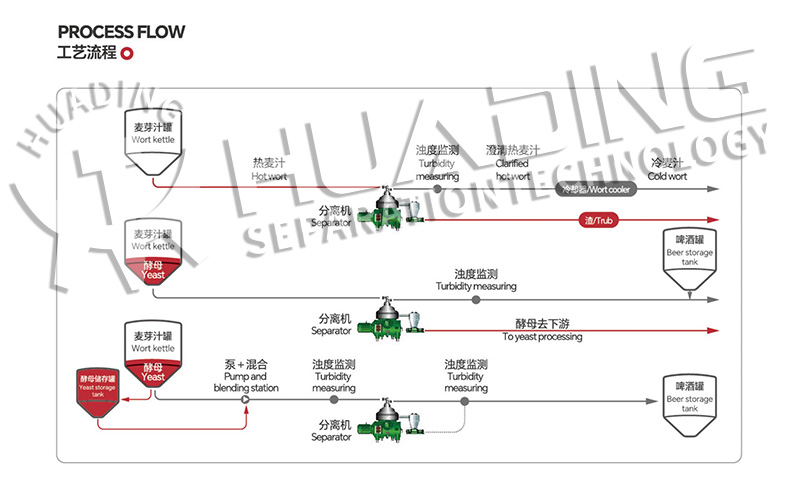
离心机利用离心力将固体与液体分离。具体来说,啤酒离心机在将啤酒从发酵罐转移到明亮罐之前,会从啤酒中去除蛋白质、啤酒花、酵母和其他颗粒。
在酿造过程中,大量的干啤酒花固体、残留酵母和松露会导致啤酒损失和经济浪费。啤酒澄清离心机大限度地回收这些资源,从而提高啤酒产量。
发酵罐底部通常含有高达 80% 的可酿造啤酒,并且可以澄清的热啤酒中回收更多的啤酒。在酿造过程中使用离心机处理所有啤酒有助于避免浪费,使其成为小型和大型酿酒商的理想解决方案。
操作自则
啤酒离心机通过两种主要方法加速沉淀。
圆柱形碗内的高速旋转会产生强大的离心力,将更致密的固体推向碗的外壁。
离心机通过垂直排列的锥形盘(盘堆)在碗内加入额外的沉降表面,减少沉降距离并形成多个浅沉降池,以加速酵母和污泥向排放口的沉积。
这些圆盘还可以精细控制分离过程,从而优化效率。
通过调整接口位置,可以快速去除不需要的组件,确保啤酒回收。较重的固体聚集在碗的周边并间歇性地排出。
关键组件
碗:啤酒高速旋转的核心部件,通过离心力分离固体和液体。
圆盘堆:一组垂直排列的锥形圆盘,可增加沉降表面和效率,快速分离固体颗粒。
进料系统:将含有悬浮颗粒的啤酒引入离心机碗中。
排放系统:用于释放分离的透明啤酒和固体沉积物。通常包括液体出口和固体排出口。
液压系统:控制碗内的滑动部件,实现间歇性固体排放。
驱动系统:通常由电动机和变频器组成,提供碗所需的高速旋转。
控制系统:监控和调整离心机的运行参数,以确保理想的分离效率。
---------------------------------------------------
使用啤酒离心机的好处
清晰度控制的一致性:通过有效管理沉淀来确保产品浊度的一致性。
去除污染物:消除啤酒糟和果胶等啤酒糟,提高整体质量。
提高产量:使用相同数量的原材料将产量提高5%至10%。
延长保质期:通过减少不需要的化合物来帮助延长啤酒保质期。
效率提升:与传统方法相比,显著减少劳动力和能源消耗。
多功能应用:提高各种啤酒厂流程的运营效率。
啤酒离心和过滤的区别
啤酒离心和机械过滤各自具有独特的优势,并且经常串联使用。离心利用离心力根据密度分离较重的固体,而过滤则根据尺寸分离颗粒。
在实际的啤酒厂应用中,离心通常先于过滤。离心机可有效去除较大的固体颗粒,从而减轻后续过滤过程的工作量。当旨在延长啤酒保质期时,这种组合方法特别有效。对于用于出口或超市货架展示的啤酒,过滤对于防止寒冷雾霾变得不可或缺。
然而,旨在生产库存周转速度更快的未过滤啤酒的啤酒厂发现独立离心非常有益。离心机可有效去除不需要的颗粒,同时保留啤酒香气和挥发性化合物,从而保持风味和质量。
如何为您的啤酒厂选择合适的离心机
为啤酒厂选择合适的离心机尺寸需要仔细考虑固体含量、吞吐量和生产目标等因素。
离心是啤酒生产中一项成熟的技术,具有许多优势,包括增强一致性、提高质量、加速罐体周转、控制损失以及有效管理原材料和啤酒接触时间。
虽然许多精酿啤酒厂优先考虑离心机作为主要投资或升级,但在为您的啤酒厂选择合适的尺寸和系统时必须评估几个因素:
固体内容
精酿啤酒中使用的啤酒花量通常会导致更高的固体含量,因此这是一个需要考虑的关键因素。根据固体含量,底部啤酒的回收至关重要。即使是小的离心机型号也可以显著提高啤酒产量,潜在增幅在 5% 至 15% 之间。
保质期
大限度地减少氧气吸收是所有啤酒厂,尤其是生产氧敏感型IPA的啤酒厂关注的重点。选择具有正轴向密封的多功能离心机,可以显著降低溶解氧吸收率,使其降至十亿分之一(ppb)的超低水平。
这提高了产品稳定性,无需二氧化碳或脱氧水,从而延长了保质期。
吞吐量
吞吐量不仅影响生产能力,还直接影响运营效率和成本效益。选择适当尺寸的离心机可确保您的啤酒厂能够满足峰值生产需求,同时保持稳定的运行。
高通量离心机可有效处理大批量,提高整体生产效率,缩短生产周期,提高设备利用率。
华鼎BRSX系列酿造离心机
华鼎 BRSX 系列离心机通过优化的圆盘角度、间距和形状精确控制材料分离,可根据液体流量和固体含量的变化进行调整。该离心机是自主的、灵活的、可编程的,只需要少的操作员干预。
其高滚筒旋转速度和特定的圆盘设计提供了增强的离心力和分离面积,确保了对从新英格兰 IPA 到皮尔森啤酒等一系列啤酒的有效加工。
安装后,啤酒厂可以通过从发酵罐中的沉积物中回收啤酒并减少批次时间,将产量提高 30% 至 50%,而无需额外的罐或劳动力。
上一篇文章
分离器功能原理:类型、技术和应用
下一篇文章
卧螺离心机和碟式离心机的综合比较








 0510-8783 6501 / 18868112952
0510-8783 6501 / 18868112952 info@huading-separator.com
info@huading-separator.com版权所有 ©上海吾思机械设备有限公司 苏ICP备09068663号